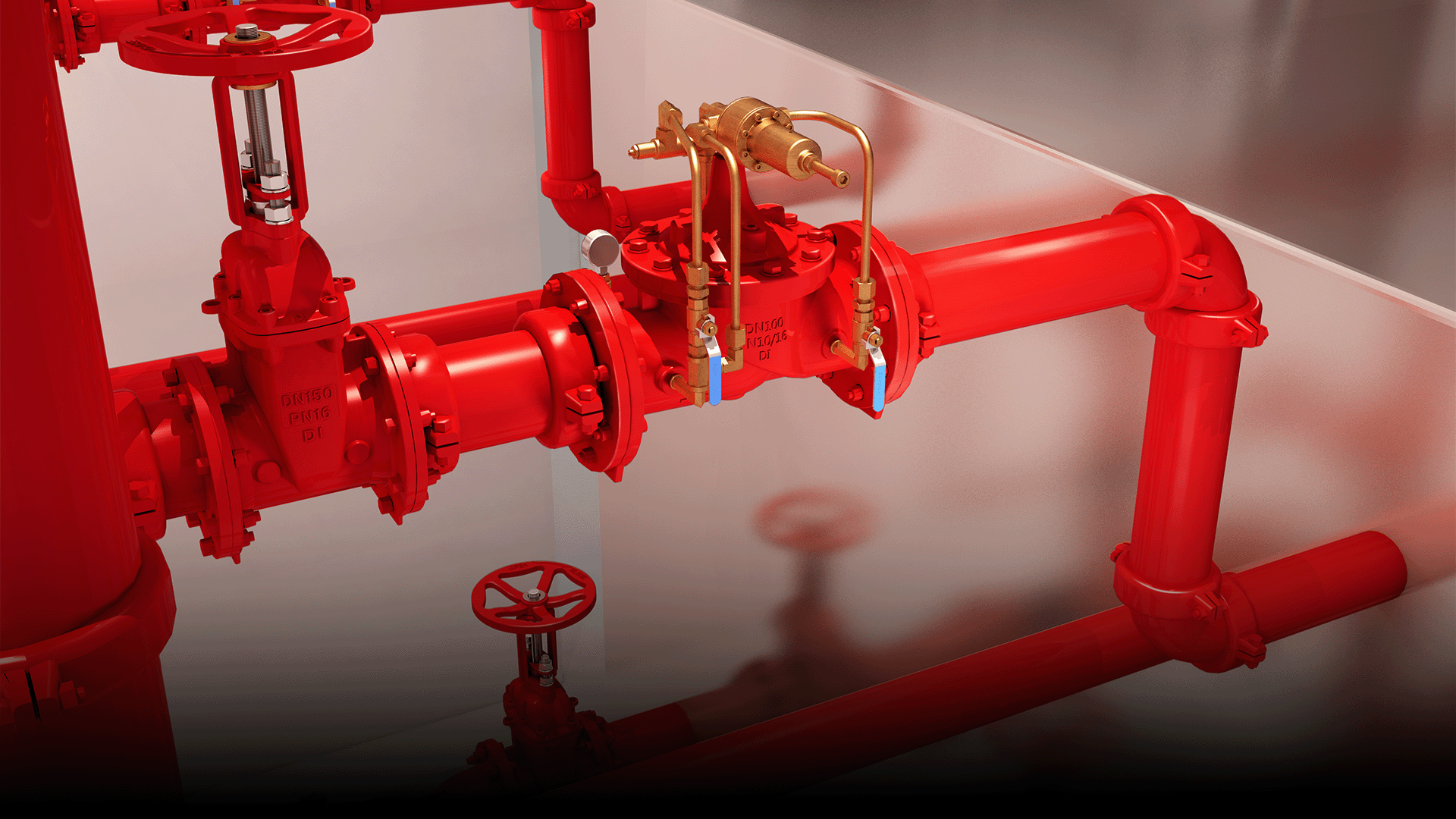
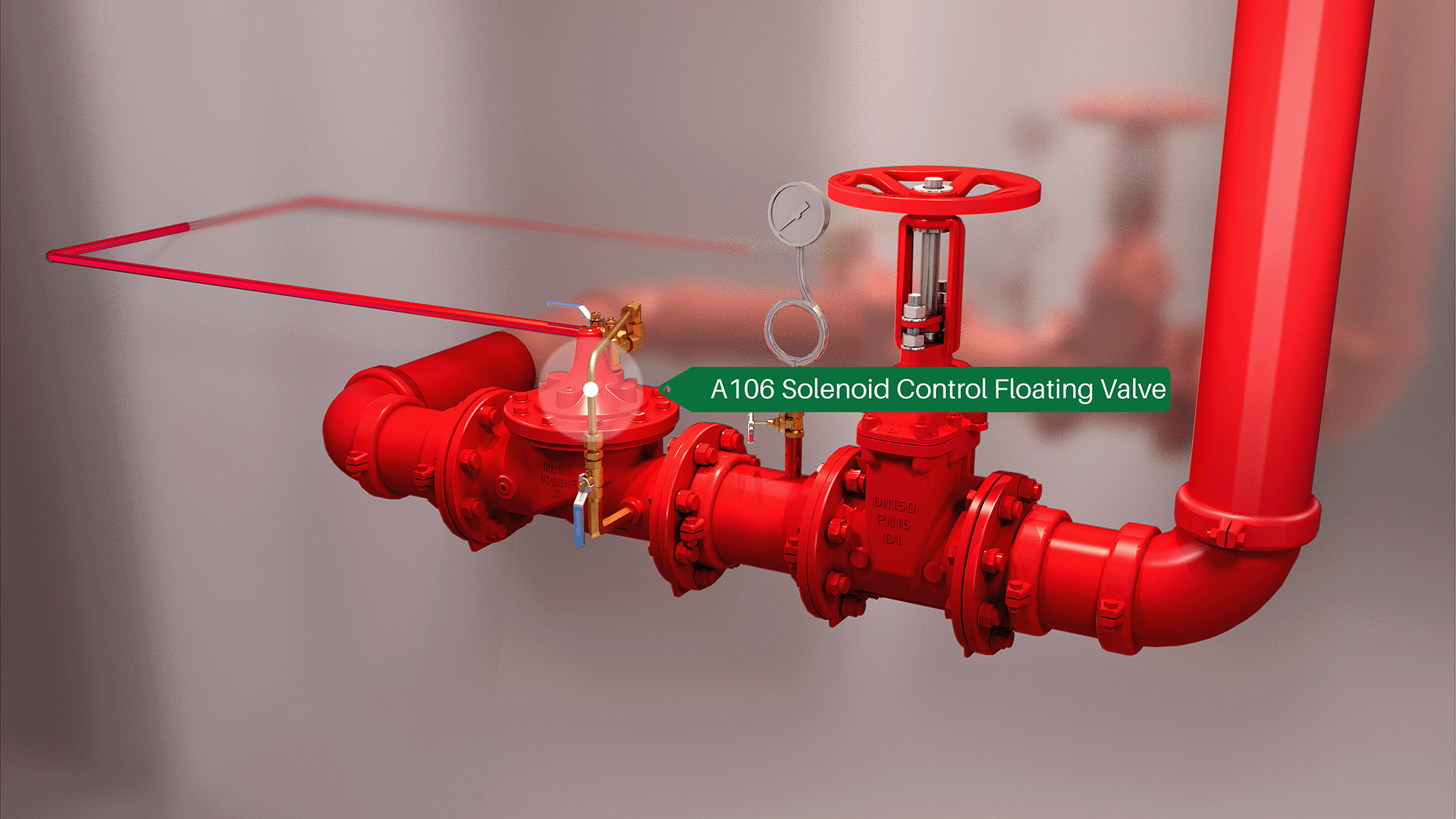
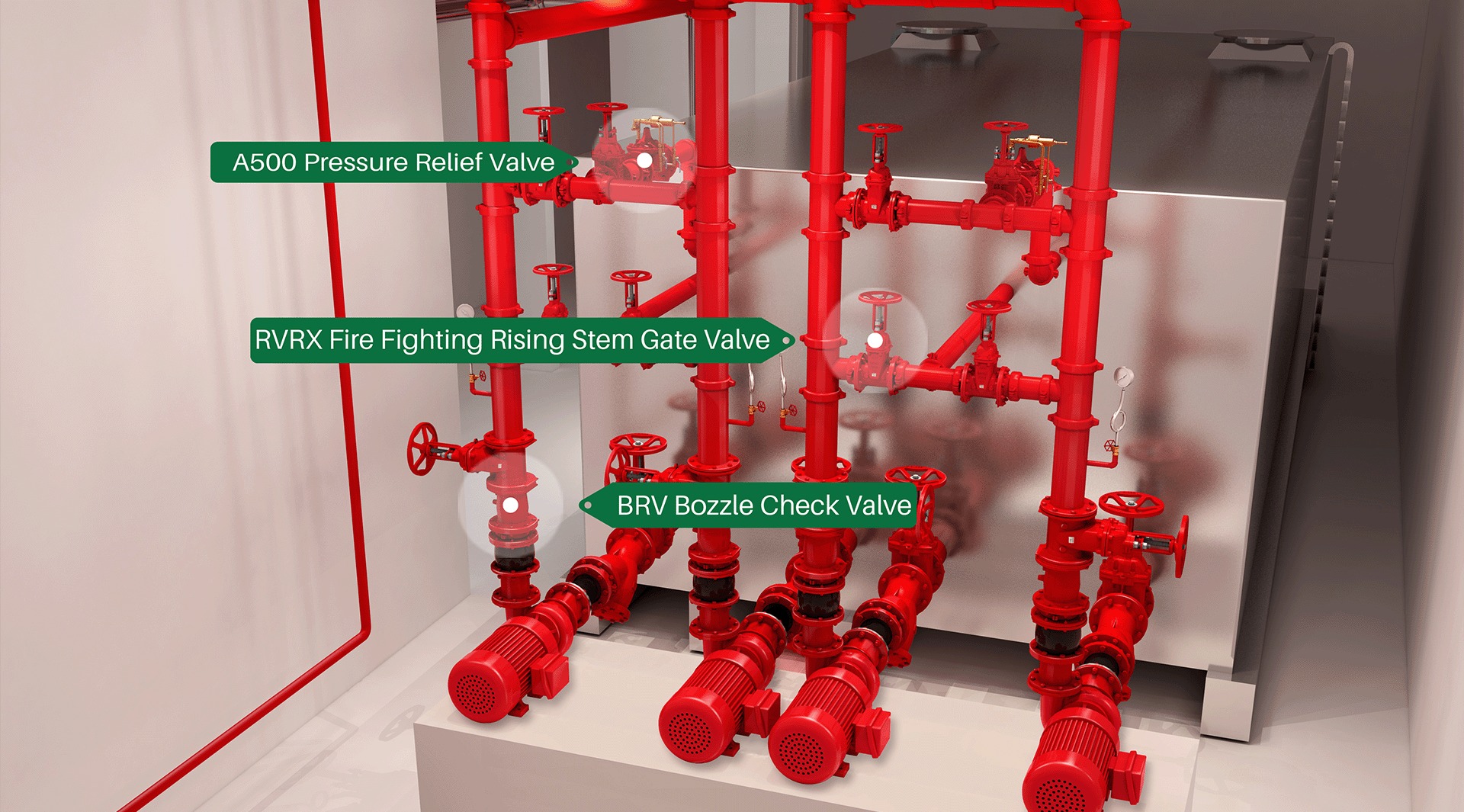
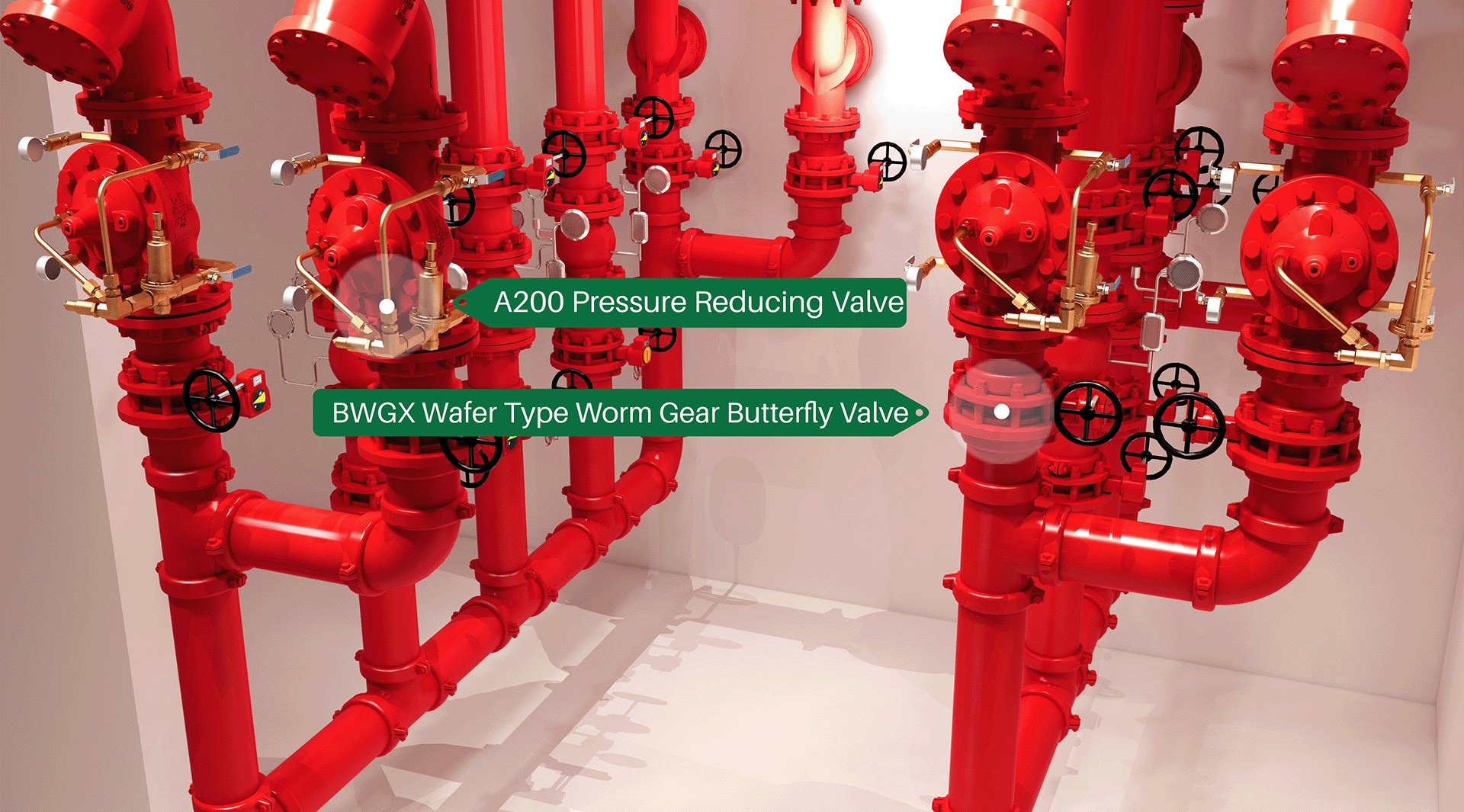
Fire protection systems are vital for safeguarding lives and property, requiring valves that ensure reliability and integrate seamlessly with fire alarm devices for a comprehensive, monitored extinguishing system. These systems demand high-pressure resistance and exceptional sealing performance to prevent overpressure pipe explosions. They also mitigate water hammer damage and noise, while certain valves provide position monitoring for enhanced control. Together, these features ensure the system's safety, efficiency, and resilience in critical fire protection applications.
Industrial Valves for Fire Fighting
Typical firefighting applications of Arrowhead Industrial Valves

01
Product Catalogs


Get in Touch With Us
We'll respond as soon as possible!
-
Email [email protected]